

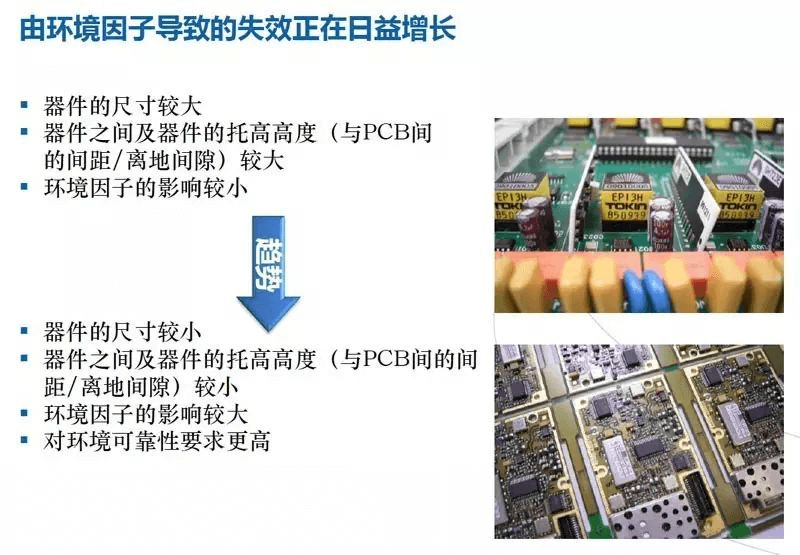
PCBA компонентларының зурлыгы кечерәя барган саен тыгызлыгы арта бара; Devicesайланмалар һәм җайланмалар арасындагы таяныч биеклеге (PCB һәм җирне чистарту арасы) шулай ук кечерәя бара, һәм PCBAга экологик факторларның йогынтысы да арта. Шуңа күрә, без электрон продуктларның PCBA ышанычлылыгына югары таләпләр куябыз.
1. Экологик факторлар һәм аларның йогынтысы
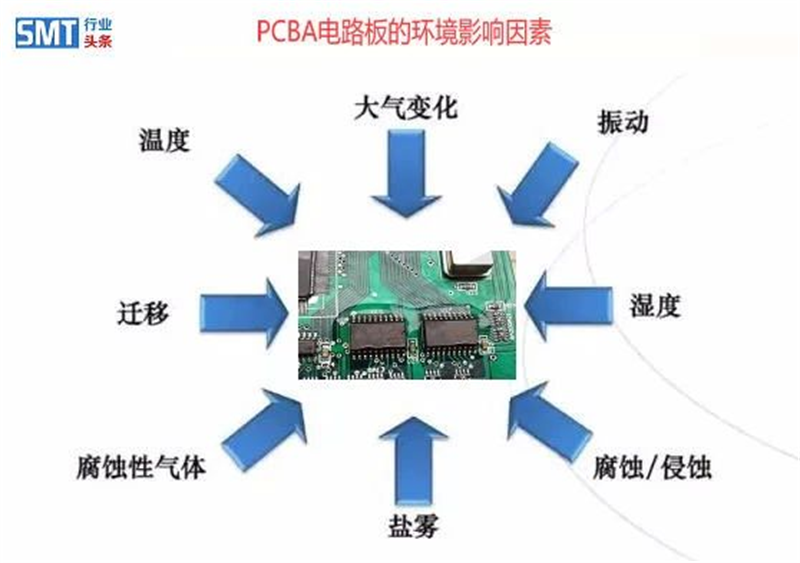
Дым, тузан, тоз сиптерү, форма һ.б. кебек гомуми экологик факторлар PCBAның төрле уңышсызлык проблемаларына китерергә мөмкин
Дым
Тышкы мохиттә барлык электрон PCB компонентлары диярлек коррозия куркынычы астында, алар арасында су коррозия өчен иң мөһим чара. Су молекулалары кайбер полимер материалларның меш молекуляр аермасына үтеп керер өчен, эчке өлешкә керерләр яки коррозиягә китерер өчен каплагыч тишек аша төп металлга барып җитәрләр. Атмосфера билгеле бер дымга җиткәч, ул PCB электрохимик миграциясенә, агымның агып чыгуына һәм югары ешлыктагы схеманың бозылуына китерергә мөмкин.
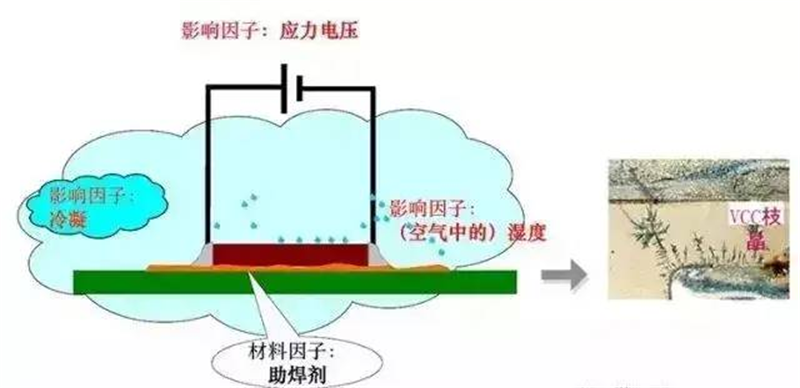
Пар / дым + ион пычраткыч матдәләр (тозлар, агулы актив агентлар) = үткәргеч электролитлар + стресс көчәнеше = электрохимик миграция
Атмосферадагы RH 80% ка җиткәч, калынлыгы 5 ~ 20 молекуласы булган су пленкасы булачак, һәм барлык төр молекулалар иркен хәрәкәт итә ала. Углерод булганда, электрохимик реакцияләр булырга мөмкин.
RH 60% ка җиткәч, җиһазның өслек катламы 2 ~ 4 су молекуласы калын су пленкасын барлыкка китерәчәк, пычраткыч матдәләр булганда, химик реакцияләр булачак;
Атмосферада RH <20% булганда, барлык коррозия күренешләре туктый.
Шуңа күрә, дымны саклау продуктны саклауның мөһим өлеше булып тора.
Электрон җайланмалар өчен дым өч формада килә: яңгыр, конденсация һәм су парлары. Су - электролит, металлларны коррозицион ионнарны эретә. Theиһазның билгеле бер өлешенең температурасы “чык ноктасы” (температура) астыннан булганда, өслектә конденсация булачак: структур өлешләр яки PCBA.
Тузан
Атмосферада тузан бар, тузанлы ион пычраткыч матдәләр электрон җиһазның эчке өлешенә урнашалар һәм уңышсызлыкка китерәләр. Бу өлкәдәге электрон уңышсызлыклар белән киң таралган проблема.
Тузан ике төргә бүленә: каты тузан - диаметры 2,5 ~ 15 микрон тәртипсез кисәкчәләр, гадәттә гаеп, дуга һәм башка проблемалар китермәячәк, ләкин тоташтыручы контактка тәэсир итә; Яхшы тузан - диаметры 2,5 микроннан ким булмаган тәртипсез кисәкчәләр. Яхшы тузанның PCBA (шакмак) та билгеле бер ябышуы бар, аны анти-статик кисточка белән генә алып була.
Тузан куркынычы: а. PCBA өслегендә тузан урнашуы аркасында электрохимик коррозия барлыкка килә, һәм уңышсызлык тизлеге арта; б. Тузан + дымлы җылылык + тоз томаны PCBA өчен иң зур зыян китерде, һәм электрон җиһазларның җитешсезлеге химия сәнәгатендә һәм яр буенда, чүлдә (тозлы-алкалы җир) һәм Хуайхе елгасының көньягында чиста һәм яңгыр сезонында булды.
Шуңа күрә тузаннан саклау продуктның мөһим өлеше.
Тоз спрей
Тоз спрейының формалашуы:Тоз спрейы табигый факторлар аркасында килеп чыга, океан дулкыннары, дулкыннар, атмосфера әйләнеше (муссон) басымы, кояш нурлары һ.б. Ул җил белән эчке якка китәчәк, һәм концентрациясе ярдан ераклык белән кимиячәк. Гадәттә, тоз спрейларының концентрациясе ярдан 1Км булганда ярның 1% тәшкил итә (ләкин ул тайфун чорында ераграк китәчәк).
Тоз спрейының зарарлылыгы:а. металл структур өлешләренең каплавын бозу; б. Электрохимик коррозия тизлеген тизләтү металл чыбыкларның ватылуына һәм компонентларның эшләмәвенә китерә.
Охшаш коррозия чыганаклары:а. Кул тирендә тоз, карбамид, сөт кислотасы һәм башка химик матдәләр бар, алар тоз спрейлары кебек электрон җиһазларга коррозив эффект күрсәтәләр. Шуңа күрә, перчаткалар җыю яки куллану вакытында киенергә тиеш, һәм каплау ялан кул белән кагылырга тиеш түгел; б. Агымда галогеннар һәм кислоталар бар, аларны чистартырга һәм аларның калдык концентрациясен контрольдә тотарга кирәк.
Шуңа күрә тоз спрейларын профилактикалау продуктларны саклауның мөһим өлеше булып тора.
Күл
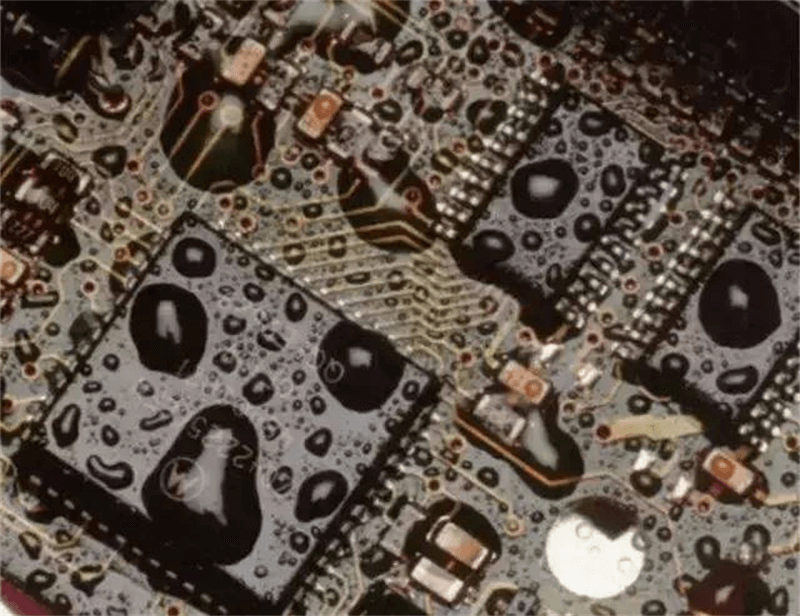
Чүпрәле, филаментлы гөмбәләрнең гомуми исеме, "формалашкан гөмбәләр" дигәнне аңлата, зиннәтле мицелий формалаштырырга омтыла, ләкин гөмбә кебек зур җимеш органнары чыгармый. Дымлы һәм җылы урыннарда күп әйберләр ачык күздә томан, флокулент яки кобвеб формасындагы колонияләр үсә, бу форма.
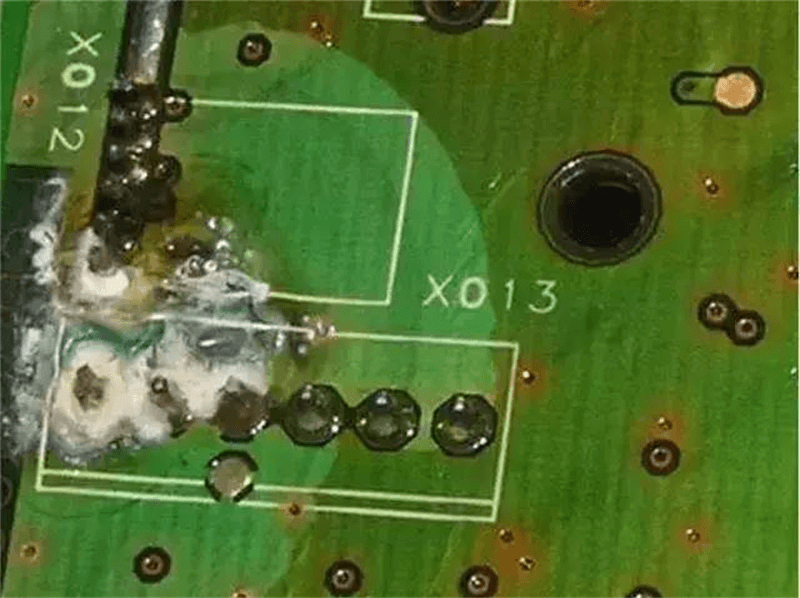
IGәр сүзнең. 5: PCB пычрак күренеше
Форманың зыяны: а. форма фагоцитозы һәм таралуы органик материалларның изоляциясен киметә, зарарлый һәм уңышсыз итә; б. Форманың метаболитлары органик кислоталар, алар изоляциягә һәм электр көченә тәэсир итә һәм электр дугасын чыгара.
Шуңа күрә анти-форма саклау продуктларының мөһим өлеше.
Aboveгарыдагы аспектларны исәпкә алып, продуктның ышанычлылыгы яхшырак гарантияләнергә тиеш, ул тышкы мохиттән мөмкин кадәр түбәнрәк булырга тиеш, шуңа күрә форма каплау процессы кертелә.
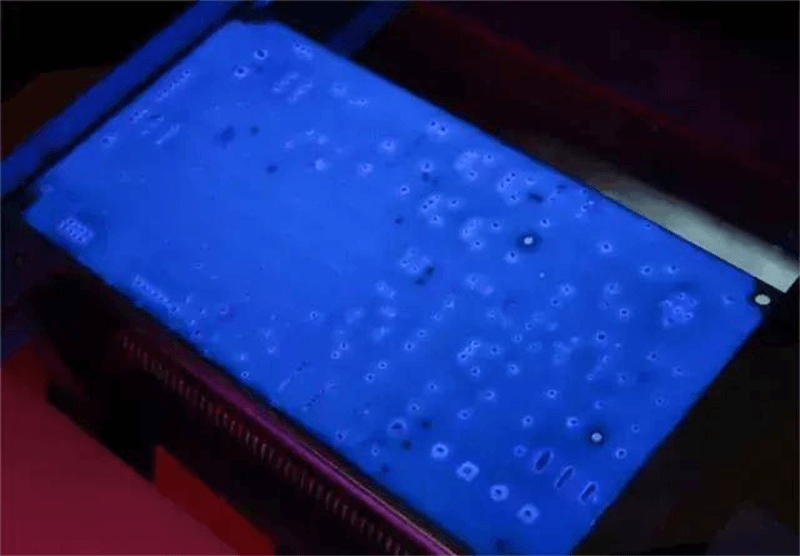
PCB каплау процессыннан соң, кызгылт лампаны төшерү эффекты астында, оригиналь каплау бик матур булырга мөмкин!
Өч буяуга каршы каплауPCB өслегендә нечкә саклагыч изоляцион катлам каплауны аңлата. Бу хәзерге вакытта иң еш кулланыла торган эретеп ябыштыру ысулы, кайвакыт өслек каплау һәм конформаль каплау дип атала (Инглиз исеме: каплау, конформаль каплау). Ул сизгер электрон компонентларны каты мохиттән аерачак, электрон продуктларның куркынычсызлыгын һәм ышанычлылыгын яхшырта һәм продуктларның хезмәт срогын озайта ала. Өч буяуга каршы каплау схеманы / компонентларны дым, пычраткыч матдәләр, коррозия, стресс, шок, механик тибрәнү һәм җылылык циклы кебек экологик факторлардан саклый ала, шул ук вакытта продуктның механик көчен һәм изоляция үзенчәлекләрен яхшырта.
PCB каплау процессыннан соң, өслектә үтә күренмәле саклагыч пленка формалаштырыгыз, су һәм дым кертүне эффектив булдыра аласыз, агып чыгудан һәм кыска схемадан саклый аласыз.
2. Каплау процессының төп пунктлары
IPC-A-610E (Электрон Ассамблея Тестлау Стандарты) таләпләренә туры китереп, ул түбәндәге якларда чагыла:
Төбәк
1. Ябып булмый торган өлкәләр:
Алтын такталар, алтын бармаклар, тишекләр аша металл, сынау тишекләре кебек электр тоташуы таләп иткән өлкәләр;
Батарейкалар һәм батарейкалар;
Тоташтыручы;
Саклагыч һәм корпус;
Atылылык тарату җайланмасы;
Сикерү чыбык;
Оптик җайланманың линзасы;
Потенциометр;
Сенсор;
Мөһерләнгән ачкыч юк;
Каплау эшкә яки эшкә тәэсир итә алган бүтән өлкәләр.
2. Ябык булырга тиеш өлкәләр: барлык эретү буыннары, кадаклар, компонентлар һәм үткәргечләр.
3. Ихтимал өлкәләр
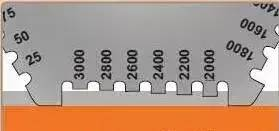
Калынлык
Калынлык басылган схема компонентының яссы, киртәсез, дәваланган өслегендә яки компонент белән процесс уза торган тәлинкәдә үлчәнә. Беркетелгән такталар басма такталар яки металл яки пыяла кебек башка күзәнәк булмаган материаллар белән бер булырга мөмкин. Дым пленкасының калынлыгын үлчәү шулай ук калынлыкны үлчәүнең өстәмә ысулы буларак кулланылырга мөмкин, дым һәм коры пленка калынлыгы арасында документлаштырылган конверсия бәйләнеше булганда.

Таблица 1: eachәрбер төр материал өчен калынлык диапазоны стандарты
Калынлыкның тест ысулы:
1. Коры пленка калынлыгын үлчәү коралы: микрометр (IPC-CC-830B); b Коры кино калынлыгы сынаучы (тимер нигез)
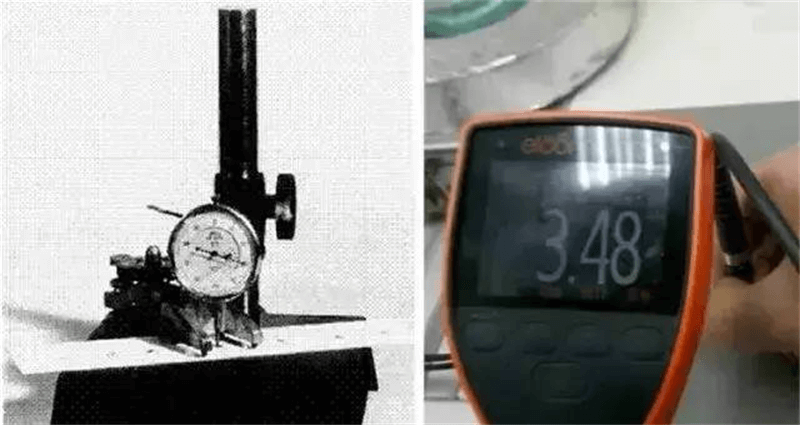
Рәсем 9. Микрометр коры пленка аппараты
2. Дым пленкасының калынлыгын үлчәү: дым пленкасының калынлыгын пленка калынлыгын үлчәү коралы ярдәмендә алырга мөмкин, аннары клей каты эчтәлеге пропорциясе белән исәпләргә мөмкин.
Коры пленка калынлыгы
.Әр сүзнең. 10, дым пленкасының калынлыгы дым пленкасының калынлыгын сынаучы тарафыннан алынган, аннары коры пленка калынлыгы исәпләнгән
Кыр резолюциясе
Аңлатма: Нормаль шартларда, сызык читеннән спрей клапан спрейлары бик туры булмаячак, һәрвакыт билгеле бер буран булачак. Без бураның киңлеген кыр резолюциясе итеп билгелибез. Түбәндә күрсәтелгәнчә, d зурлыгы - кыр резолюциясе кыйммәте.
Искәрмә: кыр резолюциясе, әлбәттә, кечерәк булса яхшырак, ләкин клиентларның төрле таләпләре бер үк түгел, шуңа күрә клиент таләпләрен канәгатьләндергәнче, махсус капланган кыр резолюциясе.

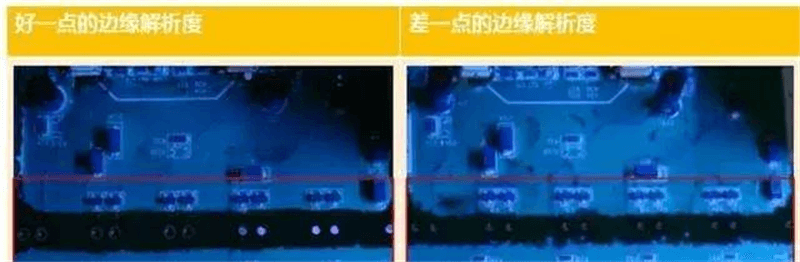
Рәсем 11: Кыр резолюциясен чагыштыру
Бердәмлек
Клей продуктта капланган бердәм калынлык һәм шома һәм үтә күренмәле пленка кебек булырга тиеш, басым продукт өстендә капланган клейның бертөрлелегенә басым ясарга тиеш, димәк, шул ук калынлык булырга тиеш, процесс проблемалары юк: ярыклар, стратификация, кызгылт сызыклар, пычрану, капиллярлы күренеш, күбекләр.
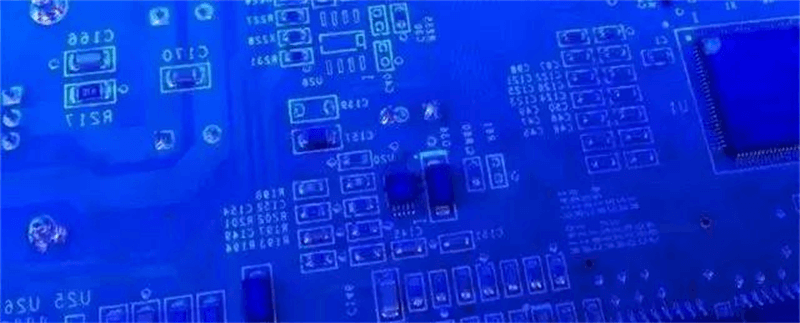
Рәсем 12: Оксаль автоматик AC сериясе автоматик каплау машинасы каплау эффекты, бердәмлек бик эзлекле
3. Каплау процессын тормышка ашыру
Каплау процессы
1 әзерлән
Продукция, клей һәм башка кирәкле әйберләр әзерләү;
Localирле саклау урынын билгеләү;
Төп процесс детальләрен билгеләгез
2: юу
Эретеп ябыштырганнан соң иң кыска вакыт эчендә чистартырга кирәк, эретеп ябыштыру пычракларын чистарту авыр;
Тиешле чистарту агентын сайлау өчен төп пычраткыч поляр яки поляр булмаганын ачыклагыз;
Алкогольне чистартучы агент кулланылса, куркынычсызлык проблемаларына игътибар итергә кирәк: юынганнан соң яхшы вентиляция, суыту һәм киптерү процессы кагыйдәләре булырга тиеш, мичтә шартлау аркасында килеп чыккан эретеп торучы ватилизацияне булдырмас өчен;
Су чистарту, эшкәртү чистарту сыеклыгы (эмульсия) белән агымны юарга, аннары чистарту сыеклыгын чистарту өчен, чистарту стандартларына туры килер өчен чиста су белән юыгыз.
3. Маскаларны саклау (сайлап алынган каплау җиһазлары кулланылмаса), ягъни маска;
Ябышмый торган фильм сайларга тиеш, кәгазь тасманы күчермәячәк;
Анти-статик кәгазь тасма IC саклау өчен кулланылырга тиеш;
Саклауны саклау өчен кайбер җайланмалар өчен рәсемнәр таләпләренә туры китереп;
4. Дехумидификацияләү
Чистартканнан соң, сакланган PCBA (компонент) алдан киптерелергә һәм каплау алдыннан дегмидлаштырылырга тиеш;
PCBA (компонент) рөхсәт иткән температура буенча алдан киптерү температурасын / вакытын билгеләгез;
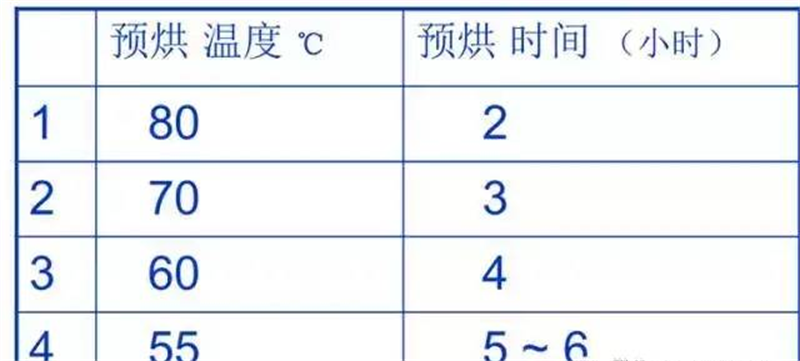
PCBA (компонент) корыганчы өстәлнең температурасын / вакытын билгеләргә рөхсәт ителә
5 пальто
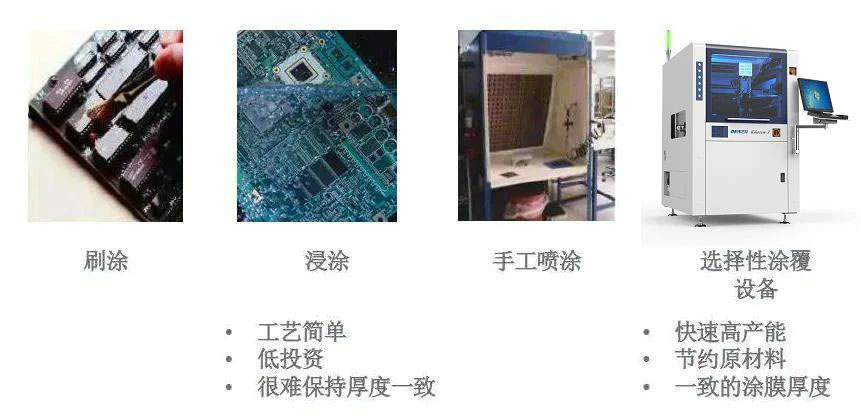
Форма каплау процессы PCBA саклау таләпләренә, булган процесс җиһазларына һәм булган техник резервка бәйле, алар гадәттә түбәндәге ысулларга ирешәләр:
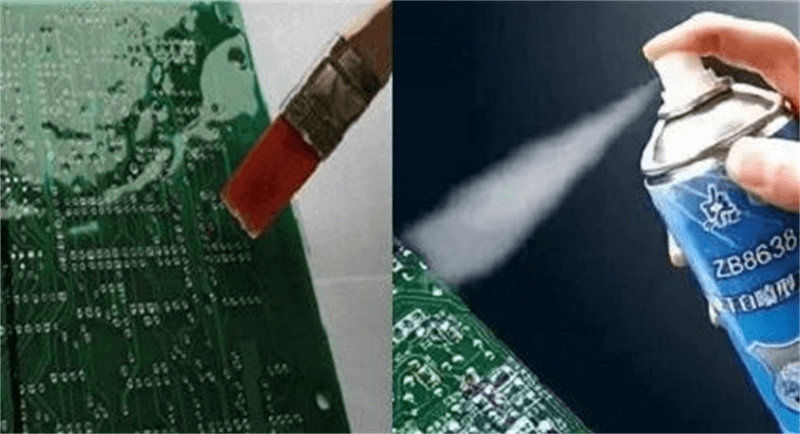
а. Кул белән чистарту
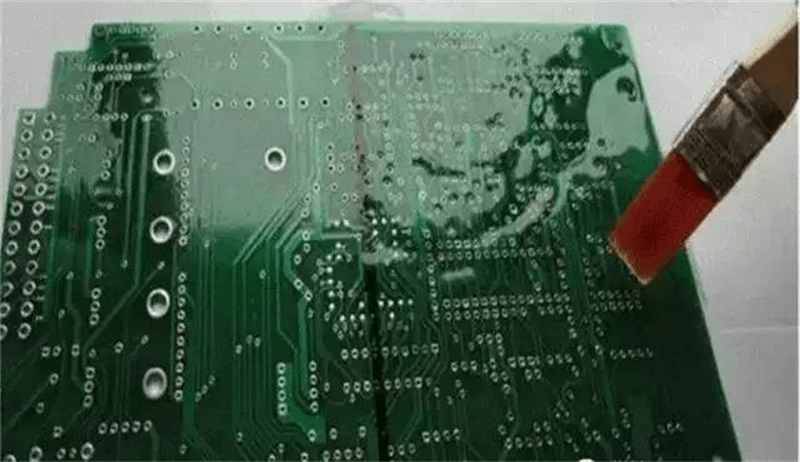
Рәсем 13: Кул белән чистарту ысулы
Чиста каплау - иң киң кулланыла торган процесс, кечкенә партия җитештерү өчен яраклы, PCBA структурасы комплексы һәм тыгыз, каты продуктларның саклау таләпләрен сакларга кирәк. Чиста каплавы ирекле контрольдә булырга мөмкин, шуңа күрә буяуга рөхсәт ителмәгән өлешләр пычранмас;
Чиста каплау иң аз материалны куллана, ике компонентлы буяуның югары бәясенә яраклы;
Буяу процессы операторга югары таләпләргә ия. Төзелеш алдыннан рәсемнәр һәм каплау таләпләре җентекләп үзләштерелергә, PCBA компонентларының исемнәре танылырга тиеш, һәм капларга рөхсәт ителмәгән өлешләр күзләрне җәлеп итә торган билгеләр белән билгеләнергә тиеш;
Операторларга пычранудан саклану өчен басылган плагинга куллары белән кагылырга рөхсәт ителми.
б. Кул белән суга
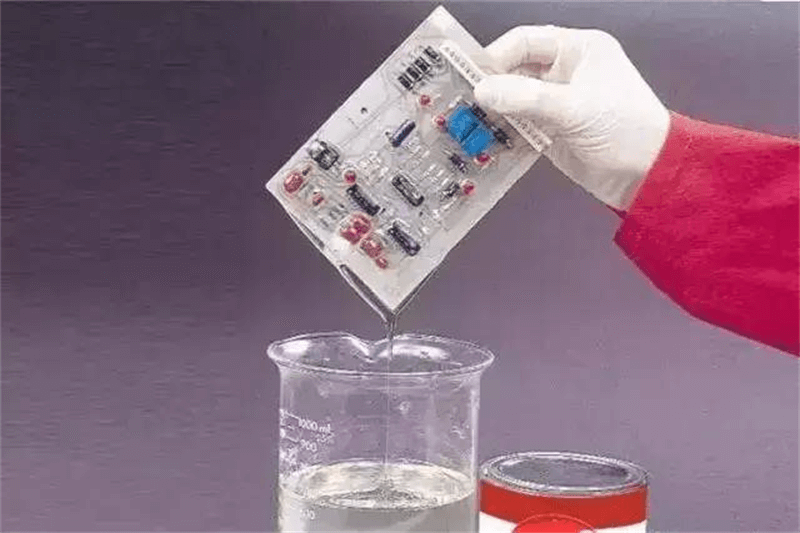
Рәсем 14: Кул белән каплау ысулы
Чүпләү процессы иң яхшы каплау нәтиҗәләрен бирә. PCBAның теләсә кайсы өлешенә бердәм, өзлексез каплау кулланылырга мөмкин. Су белән каплау процессы көйләнә торган конденсаторлар, магнит үзәкләре, потенциометрлар, чынаяк формасындагы магнит үзәкләре һәм начар мөһерләнгән кайбер өлешләр PCbas өчен яраксыз.
Чүп каплау процессының төп параметрлары:
Тиешле ябышлыкны көйләгез;
Күпчелек барлыкка килмәсен өчен PCBA күтәрелгән тизлекне контрольдә тотыгыз. Гадәттә секундына 1 метрдан артмаска;
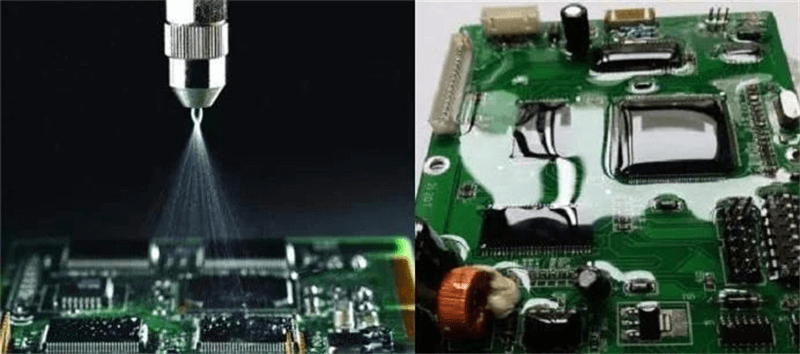
в. Чәчү
Чәчү - иң киң кулланылган, процесс ысулын кабул итү җиңел, түбәндәге ике категориягә бүленә:
Ual Кул белән сиптерү
Рәсем 15: Кул белән сиптерү ысулы
Эш кисәге өчен яраклашу катлаулырак, автоматлаштырылган җиһазларга таяну авыр, массакүләм җитештерү ситуациясе, шулай ук продукт линиясе төрлелеге өчен яраклы, ләкин азрак ситуация, махсус позициягә сиптерелергә мөмкин.
Кул белән сиптерүгә игътибар итегез: буяу томан кайбер җайланмаларны пычратыр, мәсәлән, PCB плагины, IC розеткасы, кайбер сизгер контактлар һәм кайбер җир асты өлешләре, бу өлешләр приют саклауның ышанычлылыгына игътибар итергә тиеш. Тагын бер фикер - оператор винтовка контактының пычрануына юл куймас өчен, кулы белән басылган вагонга теләсә кайсы вакытта кагылырга тиеш түгел.
Omatic Автоматик сиптерү
Бу, гадәттә, сайлап алу җиһазлары белән автоматик сиптерүне аңлата. Масса-күләм җитештерү, яхшы эзлеклелек, югары төгәллек, әйләнә-тирә мохитнең пычрануы өчен яраклы. Тармакны модернизацияләү, хезмәт бәясен арттыру һәм әйләнә-тирә мохитне саклауның катгый таләпләре белән, автоматик сиптерү җайланмалары акрынлап башка каплау ысулларын алыштыра.
4.0 индустриянең автоматлаштыру таләпләренең артуы белән, тармакның төп юнәлеше тиешле каплау җиһазлары белән тәэмин итүдән бөтен каплау процессы проблемасына күчүгә күчте. Автоматик сайлап алу каплау машинасы - төгәл каплау һәм материалны әрәм итмәү, күп күләмдә каплау өчен яраклы, күп күләмдә өч буяуга каршы каплау өчен иң кулай.
Чагыштыруавтоматик каплау машинасыһәмтрадицион каплау процессы
Традицион PCBA өч дәлилле буяу каплау:
1) Чиста каплау: күбекләр, дулкыннар, чәчләрне чистарту бар;
2) Язу: бик әкрен, төгәллек белән идарә итеп булмый;
3) Бөтен кисәкне сеңдерү: артык исраф буяу, әкрен тизлек;
4) Мылтык сиптерү: приборларны саклау өчен, артык күп йөртү
Машина каплау:
1) Спрей буяу күләме, спрей буяу позициясе һәм мәйданы төгәл куелган, һәм спрей буяганнан соң такта сөртү өчен кешеләр өстәргә кирәкми.
2) Тәлинкә читеннән зур аралыгы булган кайбер плагин компонентлары, прибор урнаштырмыйча, тәлинкә урнаштыру персоналын саклап, буяу мөмкин.
3) Чиста эш мохитен тәэмин итү өчен газ ватилизациясе юк.
4) Барлык субстратларга да бәрелеш мөмкинлеген бетереп, углерод пленкасын каплау өчен приборлар кулланырга кирәк түгел.
5) Өч буяуга каршы каплау калынлыгы формасы, җитештерү нәтиҗәлелеген һәм продуктның сыйфатын яхшырта, шулай ук буяу калдыкларыннан сакланыгыз.
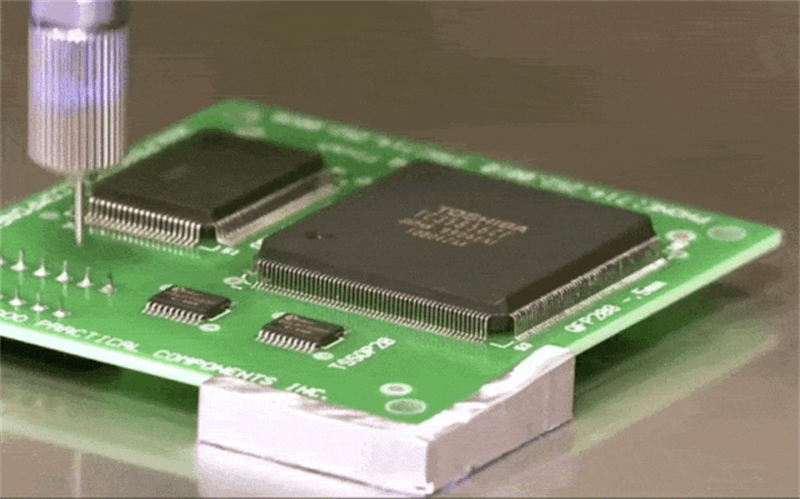
PCBA автомат рәвештә буяуга каршы өч каплау машинасы, буяуга каршы акыллы сиптерү җайланмалары өчен махсус эшләнгән. Чәчелергә тиешле материал һәм сиптергеч сыеклык төрле булганга, җиһаз компонентын сайлауда каплау машинасы да төрле, өч буяуга каршы каплау машинасы соңгы компьютер контроле программасын кабул итә, өч күчәр бәйләнешен тормышка ашыра ала, шул ук вакытта камера урнаштыру һәм күзәтү системасы белән җиһазландырылган, чәчү өлкәсен төгәл контрольдә тота ала.
Өч буяуга каршы каплау машинасы, шулай ук өч буяуга каршы клей машинасы, өч буяуга каршы спрей клей машинасы, өч буяуга каршы майлы спрей машинасы, өч буяуга каршы спрей машинасы, сыеклыкны контрольдә тоту өчен, PCB өслегендә өч анти-буяу катламы белән капланган, мәсәлән, импрегинация, спрей яки спин каплау ысулы, PCB өслегендә капланган.
Өч буяуга каршы таләпнең яңа чорын ничек чишәргә, тармакта чишелергә тиешле актуаль проблемага әйләнде. Төгәл сайлап алынган каплау машинасы белән күрсәтелгән автоматик каплау җиһазлары яңа эш ысулын алып килә,каплау төгәл һәм материалларның калдыклары юк, күп санлы өч буяуга каршы каплау өчен иң кулай.
Пост вакыты: Июль-08-2023





